



步骤1:材料画像(先把“难点”说清楚)
记录硬度区间、热导率、纤维/颗粒增强类型、含硅量或陶瓷相比例、是否易粘结/易烧伤;同时标注工件结构(薄壁/断续/孔槽复合)。材料画像越清晰,选型越少走弯路。

在航天结构件、陶瓷基复合材料(CMC)、硬脆玻璃陶瓷、含硅高硬度铝合金与强腐蚀介质环境中,传统硬质合金或涂层刀具的主要问题往往并非单纯“耐磨不足”,而是伴随热软化、微崩刃、扩散磨损、氧化腐蚀、热裂纹等复合机制叠加,最终造成尺寸漂移、表面缺陷、批量一致性失控。
从制造成本看,刀具费用只是冰山一角:更真实的损失来自停机换刀、报废返工、设备占用、质量追溯与交付风险。因此,极端工况下的刀具选型应从“材料—工况—设备—目标质量”的系统匹配出发,而不是依赖经验试错。
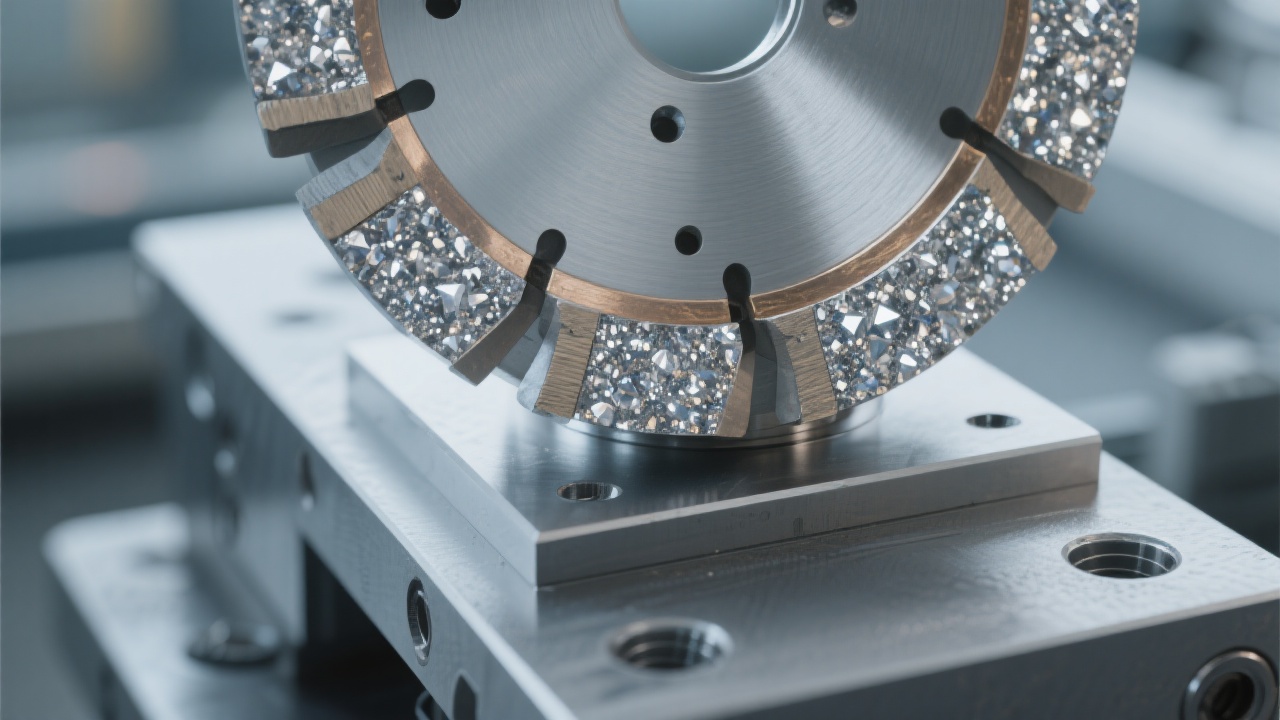
UHD超硬金刚石工具在极端工况中的价值,通常体现在三个可被量化验证的维度:热稳定性、耐磨性与抗冲击性。它并非简单替换传统刀具,而是通过更稳定的切削状态,让关键工序的输出更可控。
在高转速与干切/微量润滑条件下,刀尖温升会放大材料粘结、扩散与氧化问题。UHD金刚石工具的热稳定性优势,常直接表现为刃口圆弧增长更慢、崩刃概率更低,从而减少粗糙度突变与尺寸漂移。
在硬脆材料(如氧化铝陶瓷、碳化硅复材)上加工时,磨粒磨损与微破碎主导。UHD金刚石工具通常能把磨损曲线从“早期快速失效”拉回到更线性的可预测区间,便于建立换刀里程碑与过程控制。
复杂筋条、薄壁结构件与断续切削会引发冲击载荷,传统刀具更易出现崩刃连锁。UHD金刚石工具若配合合理的刃口处理与参数窗口,往往能在冲击峰值出现时保持刃口完整性,从而提升批量一致性。
在B2B工程场景中,买家真正关心的是:这把工具能否在指定材料与设备上稳定加工、稳定达标、稳定复制。因此更推荐使用“微观—力学—表面质量”三位一体的测试闭环。
通过光学显微镜/SEM观察磨损带、刃口微缺口与黏附层分布,可区分“磨粒磨损主导”还是“热裂纹/氧化主导”。在极端工况中,同样的寿命数字可能对应完全不同的风险:一种是可预测的线性磨损,另一种是随时崩刃的随机失效。
通过三向测力台或主轴功率间接推算切削力,重点不只看平均值,更要看峰值与标准差。经验参考:在同等材料与进给条件下,若UHD工具能将切削力标准差从约12%降低至6%(或峰值降低15%~25%),通常意味着冲击更可控、崩刃风险更低,表面质量也更稳定。
对航天结构件与陶瓷复材而言,表面缺陷往往比Ra更“致命”。除了Ra,还建议同步跟踪Rz与表面缺陷率。某些工况下,UHD金刚石工具可将稳定加工段的表面Ra从0.55 μm压到约0.28 μm,并显著降低毛刺/拉伤等返工源头。
下表以“磨损带宽度VB(mm)随切削时间变化”的典型走势展示差异(数据为工程验证常见区间的参考值,便于建立内部试验模板与评审口径)。
注:VB阈值与寿命判定应结合材料、刀具几何与质量要求设定;对硬脆材料与断续切削,建议加入“崩刃面积/缺口深度”作为并行判据。
为避免“盲目试错—偶然成功—无法复制”的循环,可采用以下结构化逻辑建立选型与验证路径。它适用于新品导入、材料替换与产线节拍提升等典型B2B场景。
记录硬度区间、热导率、纤维/颗粒增强类型、含硅量或陶瓷相比例、是否易粘结/易烧伤;同时标注工件结构(薄壁/断续/孔槽复合)。材料画像越清晰,选型越少走弯路。
评估主轴转速范围、功率、跳动、冷却方式、夹持刚性与刀柄系统。对超硬工具而言,系统刚性与跳动控制往往比单纯提高转速更关键,尤其在断续切削或微小刀具场景。
明确表面Ra/Rz阈值、尺寸公差、刀具寿命目标(如≥90 min或≥120件/刃)、缺陷率上限(拉伤/崩边/分层)。建议把“切削力波动”纳入过程指标,便于早期预警与复用到其他机台。
建议以2~3组转速、2组进给、2组切深建立最小试验矩阵,优先观察切削力峰值、刀尖温升迹象与表面缺陷。若出现突发崩刃,应回到“夹持刚性—跳动—断续冲击”链路定位,而不是盲目加大冷却或降低进给。

在某复合材料结构件的切割工序中,原工艺使用传统刀具时,刀具寿命虽能达到约60~80分钟,但批量中存在“早期崩刃”个例,导致表面拉伤与报废。引入UHD金刚石切割工具并配合切削力监测后,平均寿命提升至约110~140分钟,更关键的是寿命离散度从约±25%收敛到约±12%,返工率由约3.2%降低到约1.1%。对产线来说,这类波动收敛往往意味着交付风险显著下降。
如果目标是减少崩刃、稳定粗糙度、降低寿命离散度,并在关键材料上实现可复制的工艺窗口,可基于材料与设备信息快速匹配刀具方案与验证路径。
立即咨询:UHD超硬金刚石切割工具工况适配与测试建议选择UHD,就是选择高效、可靠和高品质的工业工具解决方案




















