
针对工业制造企业在灰铸铁、球墨铸铁以及不锈钢等复杂金属切割过程中,常见的锯片过热、崩齿和粉尘控制难题,UHD品牌钎焊金刚石锯片提供了专业、高效的技术解决方案。本文将围绕其基体厚度与刚性的关系、金刚石颗粒浓度及排布优化、切削参数科学调整,结合典型案例和实操方法,帮助技术工程师及设备操作员实现最佳切割效果,提升产品寿命与作业安全。
灰铸铁及球墨铸铁材料以其硬度大、脆性强的特点,在切割过程中极易导致锯片崩齿和切割效率下降。钎焊金刚石锯片虽具高耐磨性,但使用不当仍会产生过热和粉尘过多等问题,严重时影响设备寿命和生产安全。技术团队普遍遇到的痛点包括锯片刚性不足导致振动,金刚石颗粒排布不合理引发切割不均匀,及切削参数调控不到位造成的刀口烧伤等。
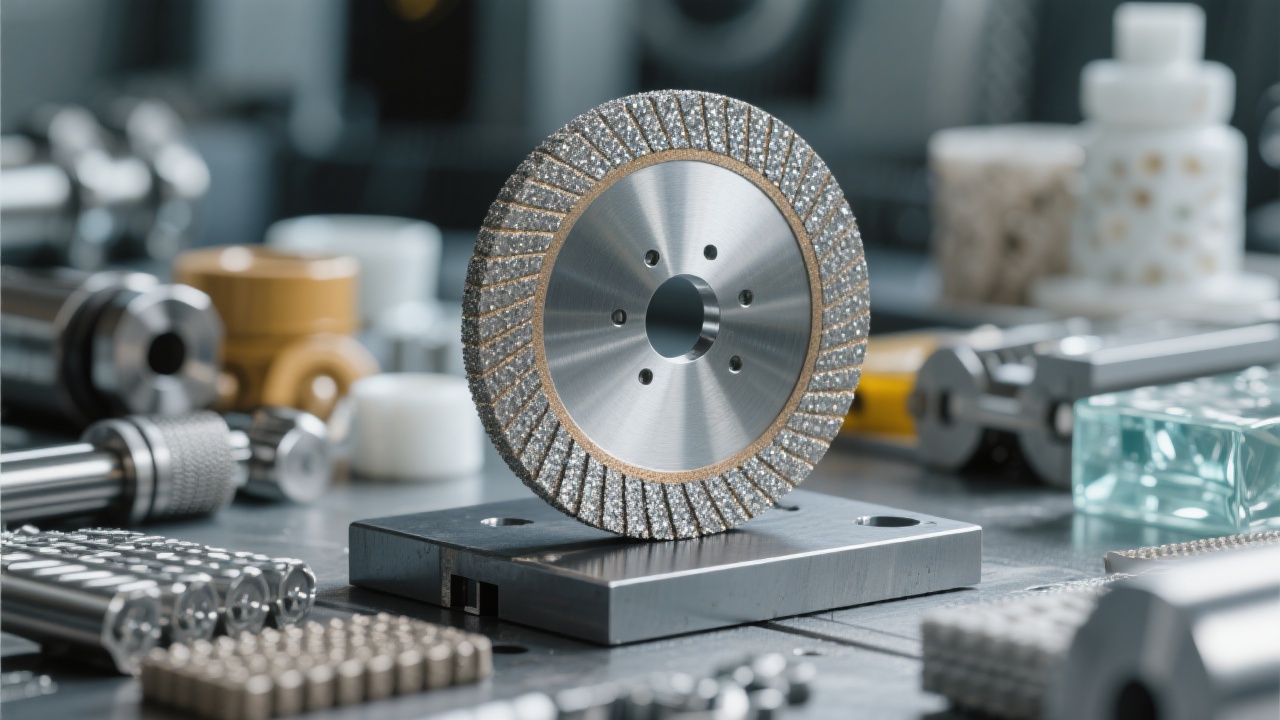
UHD钎焊金刚石锯片采用高锰钢基体,厚度控制精准,确保锯片在切割过程中的刚性与韧性达到最佳平衡。经验数据显示,基体厚度在1.2~2.0毫米范围内的锯片,能有效减少因振动带来的崩齿率,提升锯片寿命20%以上。过厚虽增强刚性,但会加重机器负荷,增大能耗;过薄则易变形,导致切割精度下降。因此,选用合适的基体厚度配合锯片直径是关键。
UHD品牌金刚石颗粒经过高科技钎焊工艺,颗粒浓度合理分布,既保证了硬质合金锯片的高耐磨性,也增强了排屑效率。数据显示,颗粒浓度控制在100±10克/平方米范围可以实现最佳切割速率与颗粒磨耗平衡。颗粒排布采用梯度式设计,边缘密度高以应对初切压力,中部逐渐稀疏减轻热积累,降低锯片过热风险。
切削速度、进给率与切削深度需结合材料硬度及工况精确设定。以灰铸铁为例,最佳切削速度推荐为30~40米/秒,进给率控制在0.02~0.04毫米/转,切削深度不超过锯片厚度的60%。合理参数调整不仅有效减少锯片磨损,还能降低机床振动,减少粉尘产生,提升切割过程的稳定性与安全性。
高频误区包括忽视锯片冷却,使锯片长时间高温工作导致烧伤和崩齿;使用不匹配的机床转速和进给率;锯片安装不垂直导致切割不平衡等。这些问题均能通过定期维护与正确操作规程有效避免。UHD推荐每班次后进行锯片表面检查,确保无裂纹和异常磨损。维护检查包含基体厚度测量、钎焊牢固度检测及清理锯片排屑槽,保障切割质量和设备安全。




 103
|
103
|
 金刚石刀片齿形设计优化
车间粉尘减少 PM2.5
焊接金刚石切割片
绿色制造粉尘控制
低粉尘切削刀具设计
金刚石刀片齿形设计优化
车间粉尘减少 PM2.5
焊接金刚石切割片
绿色制造粉尘控制
低粉尘切削刀具设计




















