
想象一下:当你的生产线正在加工一批高价值航天零部件,切削温度攀升至800°C,突然,传统硬质合金刀具毫无征兆地崩刃,不仅导致工件报废,还延误了整个生产周期。这种场景在航空航天、汽车制造、精密模具等行业的高温加工环节中屡见不鲜。据行业统计,因刀具热失效导致的生产中断占制造业设备停机时间的23%,每年给全球制造业造成超过120亿美元的损失。
在高温、高硬度或强腐蚀的极端工况下,传统刀具面临着前所未有的挑战:
这些问题直接导致加工精度下降(表面粗糙度Ra值可能从0.8μm飙升至3.2μm以上)、换刀频率增加(某些工况下换刀间隔缩短50%以上),以及生产成本的显著上升。

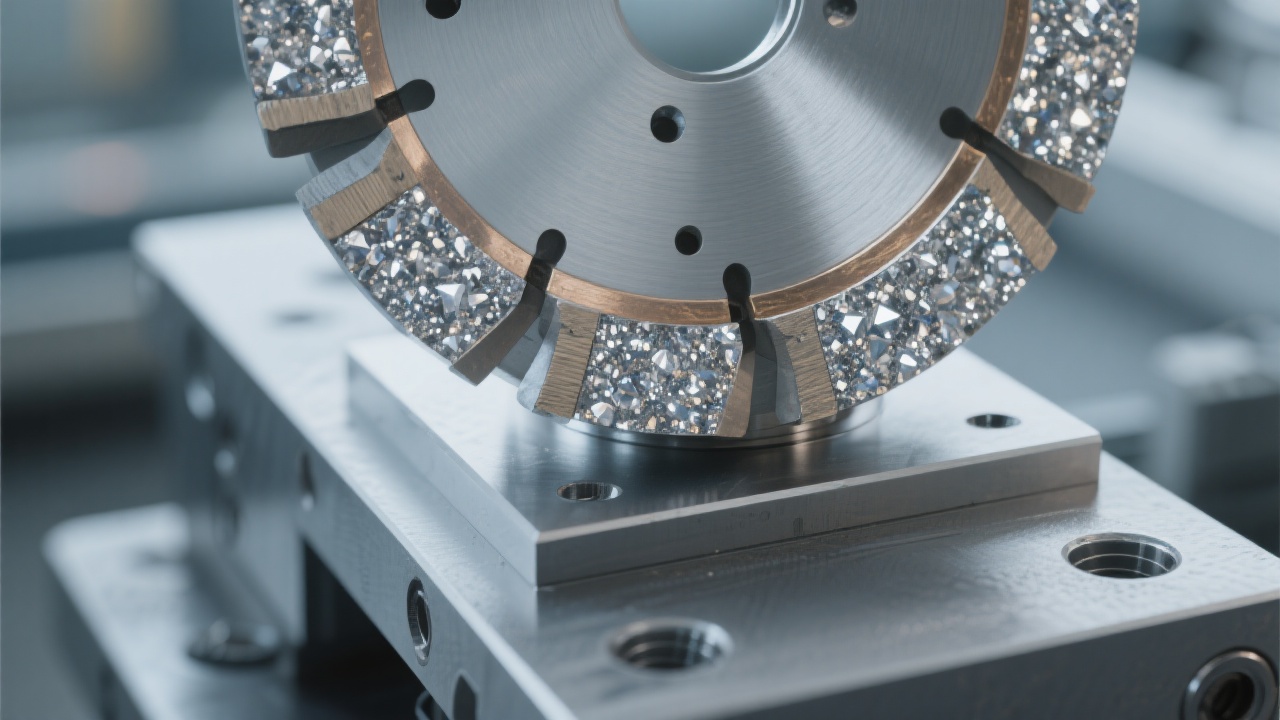
UHD超硬材料金刚石工具通过独特的材料配方与结构设计,为极端工况加工提供了全新可能。其核心优势在于:
"在1000°C的高温切削环境中,UHD金刚石工具的硬度保持率仍可达室温硬度的85%以上,而传统硬质合金在此温度下硬度仅为原来的50%左右。" —— 引自《超硬材料工程》2023年第3期
UHD金刚石工具采用纳米级晶粒结构与梯度结合技术,实现了抗热冲击性能提升40%,同时通过优化的刀头几何设计,将切削力波动控制在±5%以内,显著改善了加工稳定性。
为全面评估UHD金刚石工具的高温性能,行业通常采用三项关键测试方法:
通过扫描电子显微镜(SEM)观察刀具磨损表面,可精确识别磨粒磨损、粘结磨损和热化学磨损等不同失效机制。在800°C连续切削测试中,UHD工具的磨粒脱落面积仅为传统工具的1/5。
采用三向测力仪实时监测切削过程中的主切削力、进给抗力和背向力。数据显示,UHD工具在高温切削时的切削力波动幅度比传统工具降低35%,这意味着加工过程更加稳定,工件精度更高。
加工表面质量是刀具性能的直接体现。在陶瓷基复合材料加工中,使用UHD工具可使表面粗糙度Ra值稳定控制在0.4μm以下,而传统工具加工相同材料时Ra值通常在1.2-1.6μm范围波动。
选择合适的切割工具不应仅凭经验,而需建立科学的评估体系。以下是我们为研发与工艺工程师提供的工况适配核心逻辑:
某航空发动机制造商应用该选型逻辑后,将涡轮叶片加工的刀具更换频率从每班次3次降至每班次0.5次,单批次生产时间缩短22%,同时良品率提升至99.2%。
.png)
在高温刀具选型过程中,许多工程师存在以下认知盲区:
选择UHD工具=降低停工时间+节省维护成本+提升良品率。在高温、高硬度材料加工领域,UHD超硬材料金刚石工具已成为众多行业领先企业的首选。无论您是面临特定材料的加工难题,还是希望优化现有工艺,我们的技术团队都能为您提供定制化解决方案。
您在高温加工中遇到过哪些刀具挑战?欢迎在评论区分享您的经验和问题,我们的技术专家将为您提供针对性解答。




















