
In metal and stone processing plants, dust is no longer “just housekeeping.” It is a measurable exposure risk, a compliance variable, and a direct cost driver through filter loading, downtime, and operator discomfort. Under stricter EHS expectations, many factories are discovering a leverage point that is often overlooked: the geometry of the cutting tool itself. This article explains—through a manufacturing-focused lens—how the UHD welded diamond cutting blade 400 (Henan Youde Superhard Tools Co., Ltd.) reduces dust generation by refining tooth design and improving edge precision, and how to amplify the gains with simple process controls.
In real-world workshops, dust is rarely uniform. Cutting operations often create short, high-concentration peaks that standard ventilation struggles to smooth out. According to widely cited industrial hygiene guidance, fine particulates such as PM2.5 are particularly concerning because they remain airborne longer and can penetrate deeper into the respiratory system.
Many plants now track dust as part of ESG reporting or internal safety dashboards, alongside energy and scrap. The practical motivations are straightforward: fewer complaints, clearer visibility at the line, lower maintenance on filtration, and reduced risk of non-compliance during audits.

Dust is not only “material removed.” It is also a function of how the material fails. When cutting is unstable—excessive friction, micro-chatter, uneven bite—material tends to fracture into finer particles. In many conventional blade designs, the tooth pattern and edge consistency can unintentionally increase:
That is why dust control is not only about collectors and ducts. A blade that cuts “cleaner” at the source can reduce the burden on the entire system.
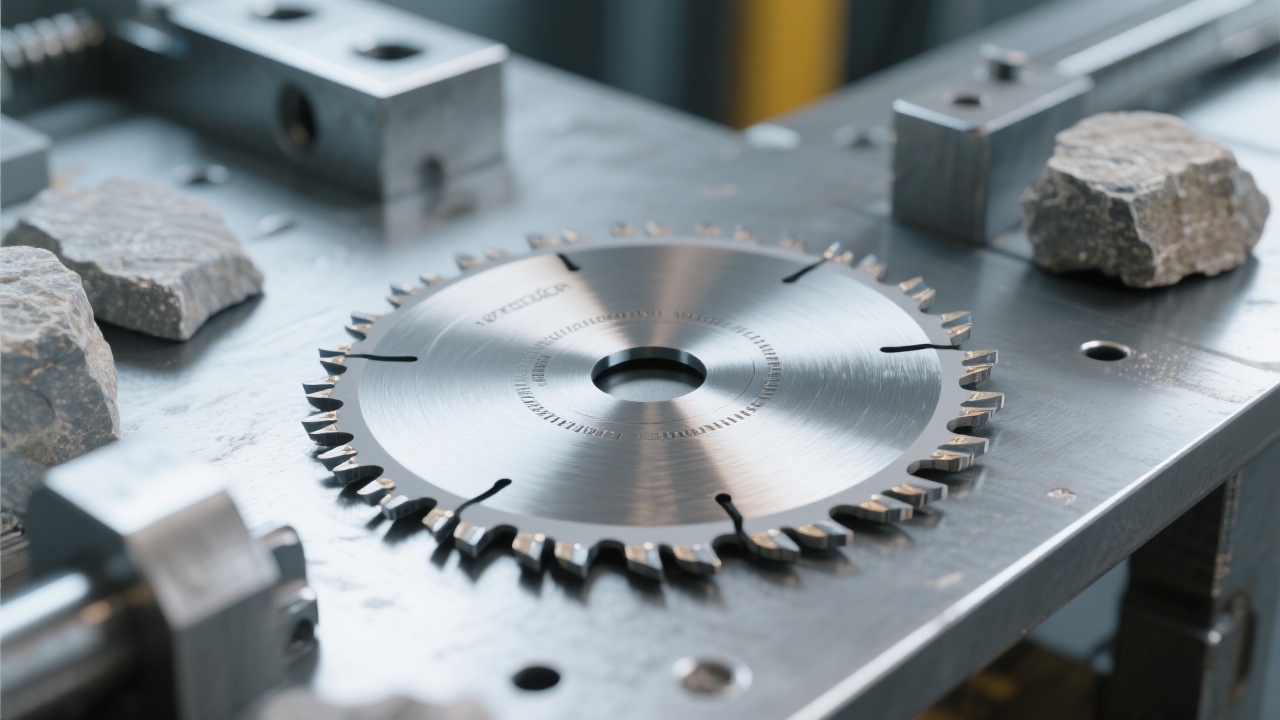
The UHD welded diamond cutting blade 400 focuses on two dust-reduction levers that matter in daily production: optimized tooth geometry and a precision cutting edge. Together, they aim to reduce the “powdering” effect and stabilize the cutting interface so the removed material is less likely to become airborne fines.
In practical terms, optimized teeth can help distribute load more evenly and guide debris out of the kerf, lowering the likelihood of repeated grinding within the cut. When the tooth entry is more controlled, the process tends to produce fewer ultra-fine particles and more manageable debris that is easier to capture via local extraction or wet methods.
Edge precision matters because micro-chatter is a dust generator. A stable edge can reduce lateral vibration and inconsistent bite, which in turn helps avoid the brittle “shatter into fines” behavior seen in problematic cuts—especially on hard, dense materials. The goal is not only a cleaner finish, but a cleaner airborne profile.
Even with a dust-optimized blade, results depend on setup. The following measures are commonly used in factories to amplify gains while keeping throughput stable.
In one mid-sized fabrication workshop (metal/stone mixed cutting area), a dust improvement initiative combined a blade upgrade with basic parameter discipline. The line replaced a conventional segmented blade with the UHD welded diamond cutting blade 400, while also standardizing feed stability and adding a simple wet-assist nozzle during high-load cuts.
| Metric (8-hour shift sampling) | Before (Conventional blade) | After (UHD blade 400 + controls) | Observed change |
|---|---|---|---|
| Average PM2.5 near operator (µg/m³) | 135 | 78 | -42% |
| Peak PM2.5 during heavy cuts (µg/m³) | 310 | 185 | -40% |
| Filter change interval (days) | 14 | 20 | +43% |
| Operator “air clarity” satisfaction (1–10) | 5.8 | 8.1 | +2.3 pts |
While every plant differs in material hardness, extraction layout, and humidity, the pattern was consistent: fewer visible dust bursts, a more stable cut, and less strain on downstream filtration. In day-to-day operations, those differences tend to show up as calmer shift handovers and fewer “why is the air so bad today?” moments.

For factories aiming at clean production transformation, the most reliable approach is staged: improve the cutting source, then lock in stable parameters, then optimize capture. Many successful EHS-led projects follow a simple workflow:
Step 1: Tooling — Select a blade designed for stable engagement and reduced fines (tooth geometry + precision edge).
Step 2: Process — Standardize speed/feed windows; train operators to avoid surging and overheating.
Step 3: Capture — Place extraction close to the kerf; use wet cutting/mist where permitted by product and site rules.
Step 4: Verification — Track PM2.5 averages and peaks, plus filter intervals and operator feedback to prove improvement.
The long-term trend is clear: factories are moving from “remove dust after it happens” to “engineer the cut so dust is harder to create.” In that mindset, a blade is not a consumable—it is an environmental control component.
Explore how the UHD Welded Diamond Cutting Blade 400 can help reduce airborne dust at the source, improve line stability, and support greener manufacturing targets.

 199
|
199
|
 diamond cutting tools
vacuum brazing technology
metal and stone cutting tools
high-performance cutting tools
UHD superhard alloy
diamond cutting tools
vacuum brazing technology
metal and stone cutting tools
high-performance cutting tools
UHD superhard alloy
 486
|
diamond tool life extension
cutting parameter optimization
industrial downtime management
CNC tool maintenance
automated production tool tracking
486
|
diamond tool life extension
cutting parameter optimization
industrial downtime management
CNC tool maintenance
automated production tool tracking
 487
|
concrete cutting saw blade selection
400mm diamond saw blade applications
brazed vs welded diamond blade comparison
dry vs wet cutting methods
durable diamond blade performance
170
|
eco-friendly diamond saw blade
low-dust cutting technology
green manufacturing solutions
diamond blade performance
cutting dust control
51
|
400mm diamond blade
brazed diamond cutting blade
concrete cutting blade selection
high-rise building demolition blade
bridge maintenance cutting blade
487
|
concrete cutting saw blade selection
400mm diamond saw blade applications
brazed vs welded diamond blade comparison
dry vs wet cutting methods
durable diamond blade performance
170
|
eco-friendly diamond saw blade
low-dust cutting technology
green manufacturing solutions
diamond blade performance
cutting dust control
51
|
400mm diamond blade
brazed diamond cutting blade
concrete cutting blade selection
high-rise building demolition blade
bridge maintenance cutting blade



















